Η QATM προσφέρει εξειδικευμένες λύσεις για τη μεταλλογραφία αλουμινίου και των κραμάτων του, διασφαλίζοντας ακριβή, αξιόπιστα και υψηλής ποιότητας αποτελέσματα.
Οι τεχνολογίες της επιτρέπουν την αποκάλυψη κρίσιμων χαρακτηριστικών μικροδομής, όπως το μέγεθος και η μορφολογία των κόκκων, οι φάσεις, καθώς και τυχόν ατέλειες ή εγκλείσματα, υποστηρίζοντας την πλήρη κατανόηση της συμπεριφοράς του υλικού.
Με προηγμένες μεθόδους παρασκευής, λείανσης, στίλβωσης και χημικής προσβολής, οι λύσεις της QATM εξασφαλίζουν την ακεραιότητα των δειγμάτων και την επαναληψιμότητα της ανάλυσης, ακόμη και σε σύνθετα κράματα. Η χρήση τους στον ποιοτικό έλεγχο αποτελεί καθοριστικό παράγοντα για την επιβεβαίωση της αντοχής, της διάρκειας ζωής και της απόδοσης των υλικών, σε εφαρμογές που κυμαίνονται από την αεροδιαστημική και την αυτοκινητοβιομηχανία έως την ενέργεια και την κατασκευή.
Η εταιρεία προσφέρει πλήρη γκάμα εξοπλισμού και αναλωσίμων για μεταλλογραφικές διαδικασίες, συμπεριλαμβανομένων μηχανών λείανσης, στίλβωσης και κοπής, καθώς και εξειδικευμένων μηχανών εγκιβωτισμού. Οι λύσεις της QATM εστιάζουν στην ακρίβεια, την καθαρότητα και τη σταθερότητα των αποτελεσμάτων, παρέχοντας αξιόπιστη και αποδοτική προετοιμασία δειγμάτων για μικροσκοπική ανάλυση και επιστημονική έρευνα.
Ιδιότητες αλουμινίου:
Ελαφρύ, όλκιμο, με υψηλή θερμική/ηλεκτρική αγωγιμότητα και ανθεκτικότητα στη διάβρωση. Το καθαρό Al είναι σχετικά μαλακό, γι’ αυτό συνήθως κραματοποιείται με στοιχεία όπως Cu, Mg, Si, Zn, Mn για βελτιωμένες ιδιότητες.
- 2xxx (Al-Cu): υψηλή αντοχή – αεροδιαστημικές εφαρμογές.
- 6xxx (Al-Mg-Si): μέση αντοχή – εύκολη διαμόρφωση.
- 7xxx (Al-Zn-Mg-Cu): υψηλή αντοχή – αεροδιαστημική και μεταφορές.
Εφαρμογές:
- Αεροδιαστημική: απαιτεί έλεγχο κατακρημνίσεων, ομοιομορφία κόκκων και ακεραιότητα υλικού (π.χ. Al2Cu σε κράματα 2xxx, MgZn2 σε 7xxx).
- Αυτοκινητοβιομηχανία: απαιτεί έλεγχο πορώδους, συρρικνώσεων και κατανομής σωματιδίων (π.χ. λεπτομερή και ομοιόμορφη κατανομή σωματιδίων Si σε κράματα Al-Si). Επίσης, απαιτείται επαλήθευση θερμικών κατεργασιών μέσω δοκιμών σκληρότητας (π.χ. σε μπλοκ κινητήρων, κυλινδροκεφαλές, έμβολα, τροχούς και φύλλα αμαξώματος).
- Προσθετική Κατασκευή (Additive Manufacturing): απαιτεί έλεγχο δεσμών στρώσεων, πορώδους και χαρακτηριστικών μικροδομής (π.χ. κυτταρικοί κόκκοι και όρια λουτρού τήξης σε κράματα Al-Si10Mg).
- Ηλεκτρονικά & Άμυνα: απαιτεί έλεγχο ομοιογένειας και ποιότητας δεσμών (π.χ. Al-Li κράματα με Al₃Li κατακρημνίσεις, ψύκτρες αλουμινίου, θωρακισμένα οχήματα).




Διαδικασία μεταλλογραφικής παρασκευής:
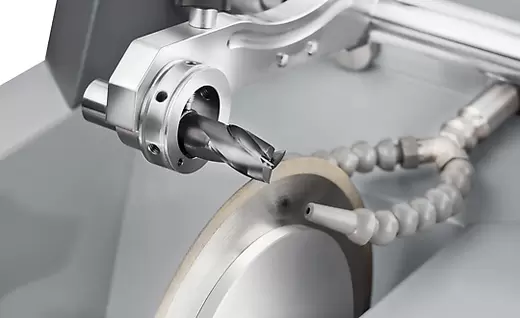
- Κοπή: με λειαντικούς δίσκους για μη σιδηρούχα μέταλλα, με ψύξη.
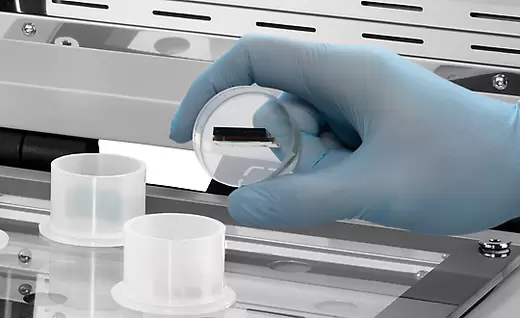
- Εγκιβωτισμός: θερμός με φαινολική ρητίνη (τυπικά) ή ψυχρός με εποξειδική για ευαίσθητα δείγματα.
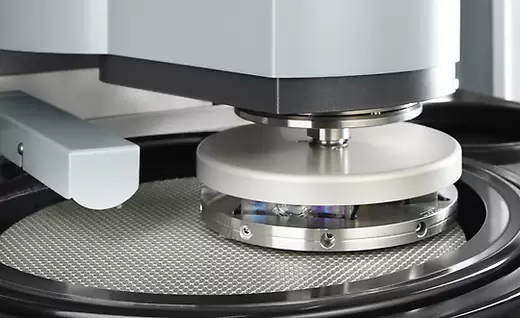
- Λείανση/Στίλβωση: με SiC χαρτιά και διαμαντόπαστες για γυάλισμα/στίλβωση.
- Προσβολή (etching): για ανάδειξη της μικροδομής.
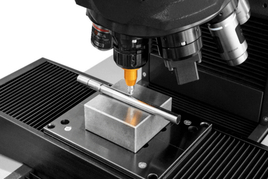
- Ανάλυση: μικροσκοπία, δοκιμές σκληρότητας κ.ά.
Η σωστή μεταλλογραφική προετοιμασία είναι απαραίτητη για την αποκάλυψη της μικροδομής, την πιστοποίηση της ποιότητας και την αξιολόγηση των ιδιοτήτων του αλουμινίου και των κραμάτων του, ειδικά σε κρίσιμες εφαρμογές όπως η αεροδιαστημική.
Εμπεριστατωμένες γνώσεις και πρακτική καθοδήγηση
Το αλουμίνιο και τα κράματά του έχουν γνωρίσει τεράστια ανάπτυξη, με την παγκόσμια παραγωγή να έχει σχεδόν διπλασιαστεί την τελευταία δεκαετία. Οφείλουν την επιτυχία τους σε ιδιότητες όπως:
- χαμηλό ειδικό βάρος (το 1/3 του χάλυβα) → ιδανικό για ελαφριές κατασκευές,
- μεγάλη ποικιλία μορφοποίησης (χυτεύσεις, διέλαση, έλαση, σφυρηλάτηση, κατεργασίες CNC κ.ά.),
- υψηλή αντοχή στη διάβρωση (βελτιώνεται με ανοδίωση/επικαλύψεις),
- μεγάλο εύρος μηχανικών αντοχών (70–800 MPa),
- άριστη θερμική και ηλεκτρική αγωγιμότητα,
- μη τοξικότητα → κατάλληλο για συσκευασίες τροφίμων.
Σημασία μεταλλογραφίας αλουμινίου
- Ποιοτικός έλεγχος: εντοπισμός πόρων, ρωγμών, ακατάλληλων φάσεων.
- Βελτιστοποίηση διεργασιών: κατανόηση επιπτώσεων από χύτευση, έλαση, θερμικές κατεργασίες.
- Ανάλυση αστοχιών: κατανόηση μηχανισμών όπως κόπωση, διάβρωση, ευθραυστότητα.
- Έρευνα & ανάπτυξη: σχεδιασμός νέων κραμάτων και μεθόδων κατεργασίας.
Μεταλλογραφική προετοιμασία
Η προετοιμασία πρέπει να είναι προσεκτική λόγω της μαλακότητας και ολκιμότητας του Al, ώστε να αποφευχθούν τεχνητά ελαττώματα (γρατζουνιές, παραμόρφωση, επιφανειακό άλειμμα).
- Κοπή: δύσκολη λόγω μαλακότητας· βέλτιστοι δίσκοι = SiC (πιο κατάλληλοι από Al₂O₃).
- Εγκιβωτισμός (Mounting):
- Θερμός εγκιβωτισμός: π.χ. με βακελίτη, ανθεκτικός αλλά απαιτεί προσοχή, με το Qpress 40.
- Ψυχρός εγκιβωτισμός: με εποξικές ρητίνες (π.χ. KEM 20, Qpox 92)· κατάλληλο για ευαίσθητα ή λεπτά δείγματα.
- UV-curing: ταχύτερη μέθοδος (1 λεπτό), ιδανική για καθαρό Al χωρίς αυστηρές απαιτήσεις συγκράτησης ακμών, με το Qmount.
Η σωστή επιλογή τεχνικής εξαρτάται από το είδος του δείγματος (π.χ. λεπτό, επικαλυμμένο, πορώδες ή μαζικό κράμα).
Pure Aluminum
Γενικά χαρακτηριστικά
- Πυκνότητα: 2,7 g/cm³
- Σημείο τήξης: 660 °C
- Καθαρότητα: >99% (σειρά 1xxx, π.χ. EN AW 1050A)
- Κρυσταλλική δομή: FCC (κυβικό εδροκεντρωμένο)
- Ιδιότητες:
- πολύ ολκιμό και ελατό,
- εξαιρετική αντοχή στη διάβρωση (λόγω σταθερού οξειδίου),
- χαμηλή αντοχή εφελκυσμού (≈ 90 MPa ανόπτησης),
- καλή ηλεκτρική/θερμική αγωγιμότητα,
- μη μαγνητικό, μη τοξικό.
- Εφαρμογές: καλώδια, φύλλα/φύλλο αλουμινίου, κουτιά, συσκευασίες τροφίμων, ηλεκτρονικά εξαρτήματα, οικιακά είδη.
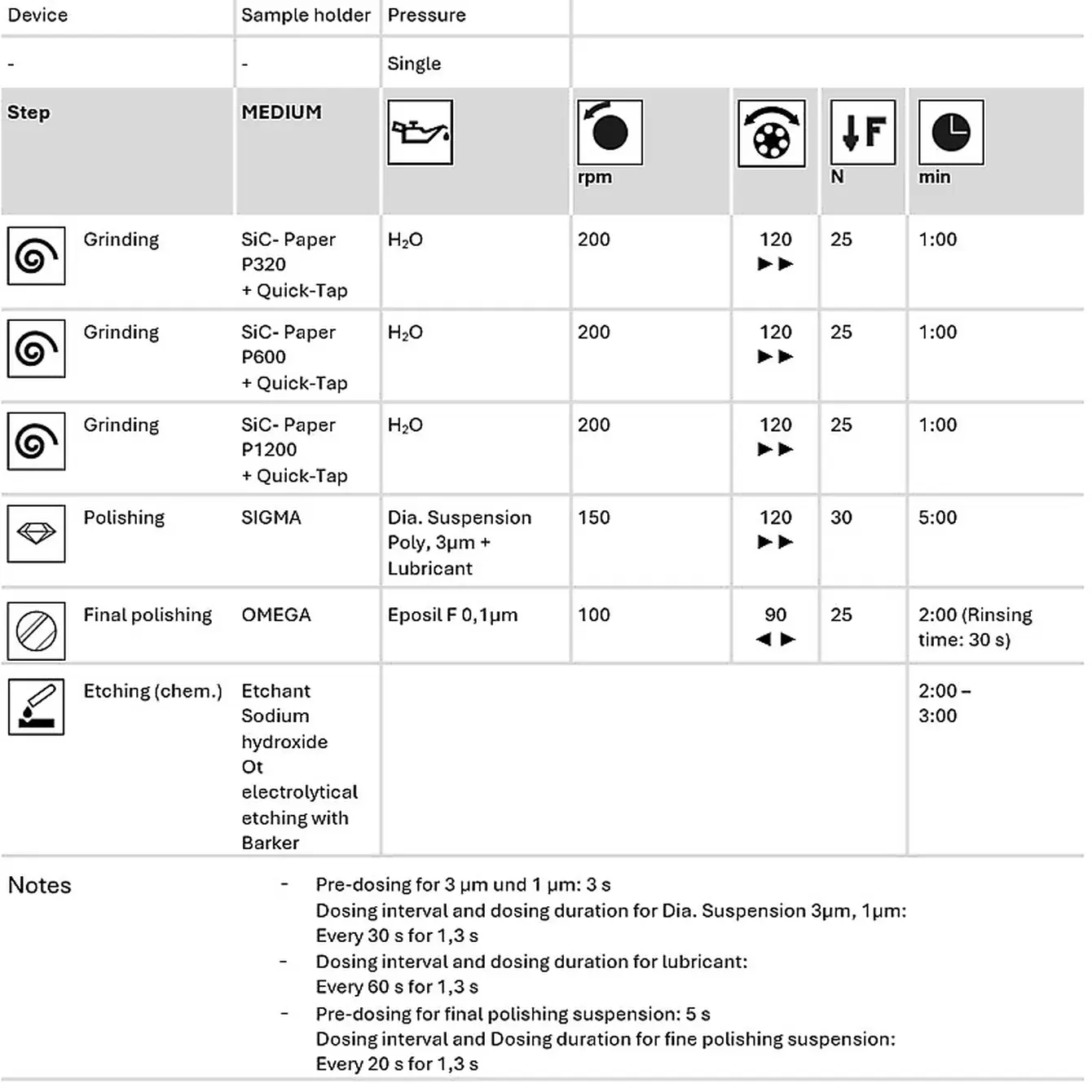
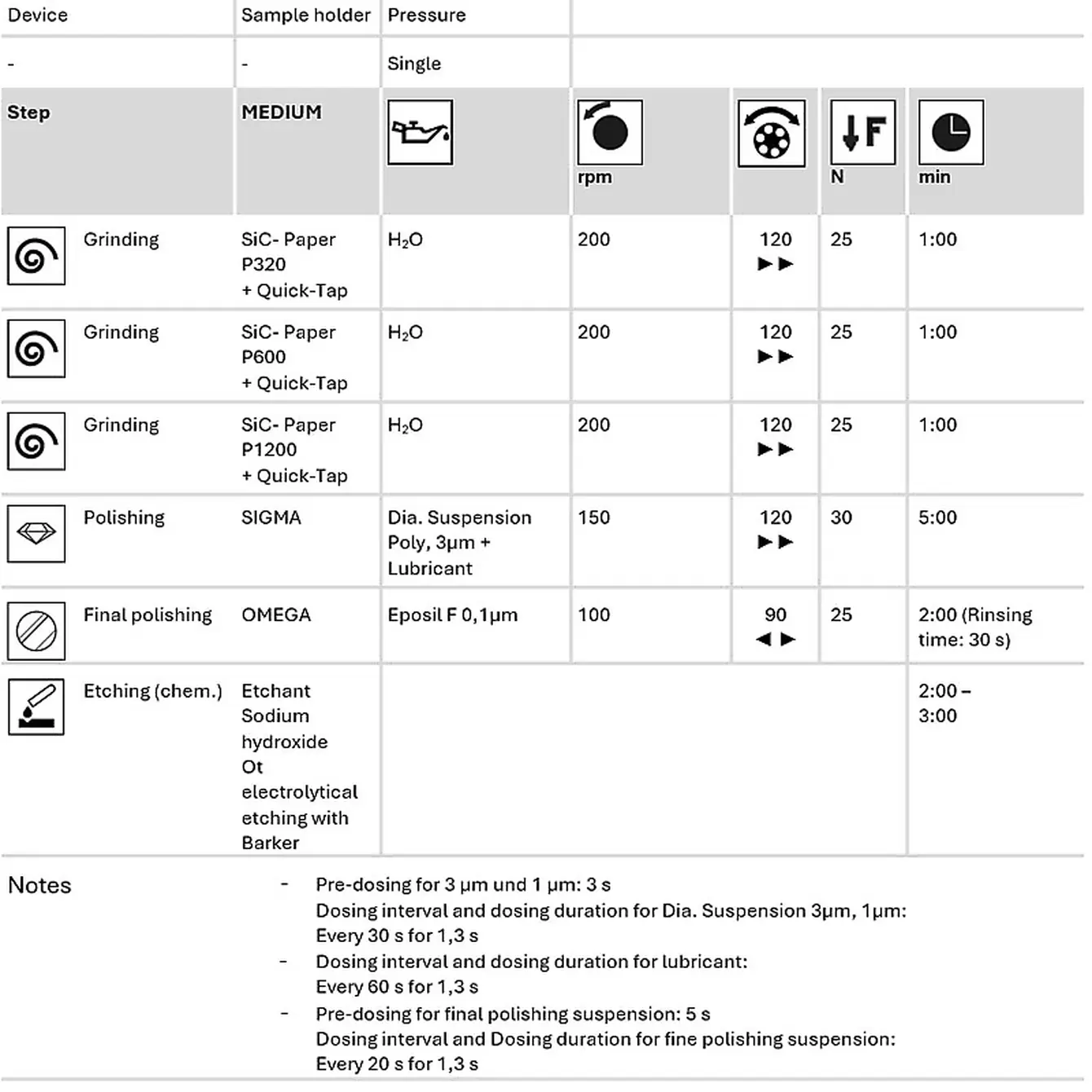
Μεταλλογραφική προετοιμασία
1. Λείανση (Grinding):
- Υλικό: μαλακό → επιρρεπές σε παραμορφώσεις.
- Προτεινόμενα αναλώσιμα: SiC γυαλόχαρτο.
- Διαδικασία:
- Πρώτο στάδιο: P600,
- Δεύτερο στάδιο: P1200 (≈2 λεπτά),
- Έπειτα μετάβαση σε φάση στίλβωσης.
2. Στίλβωση (Polishing):
- Μαλακές επιφάνειες για αποφυγή παραμόρφωσης.
- Ακολουθία υφασμάτων:
- Sigma cloth (μεταξένιο μέσης σκληρότητας) → αρχική στίλβωση,
- Zeta cloth (μαλακό, συνθετικό) → για 1 µm στάδιο,
- OMEGA cloth (μαλακό, ανθεκτικό χημικά) → τελικό στάδιο.
- Στόχος: καθρέφτης χωρίς γρατζουνιές και παραμορφώσεις.
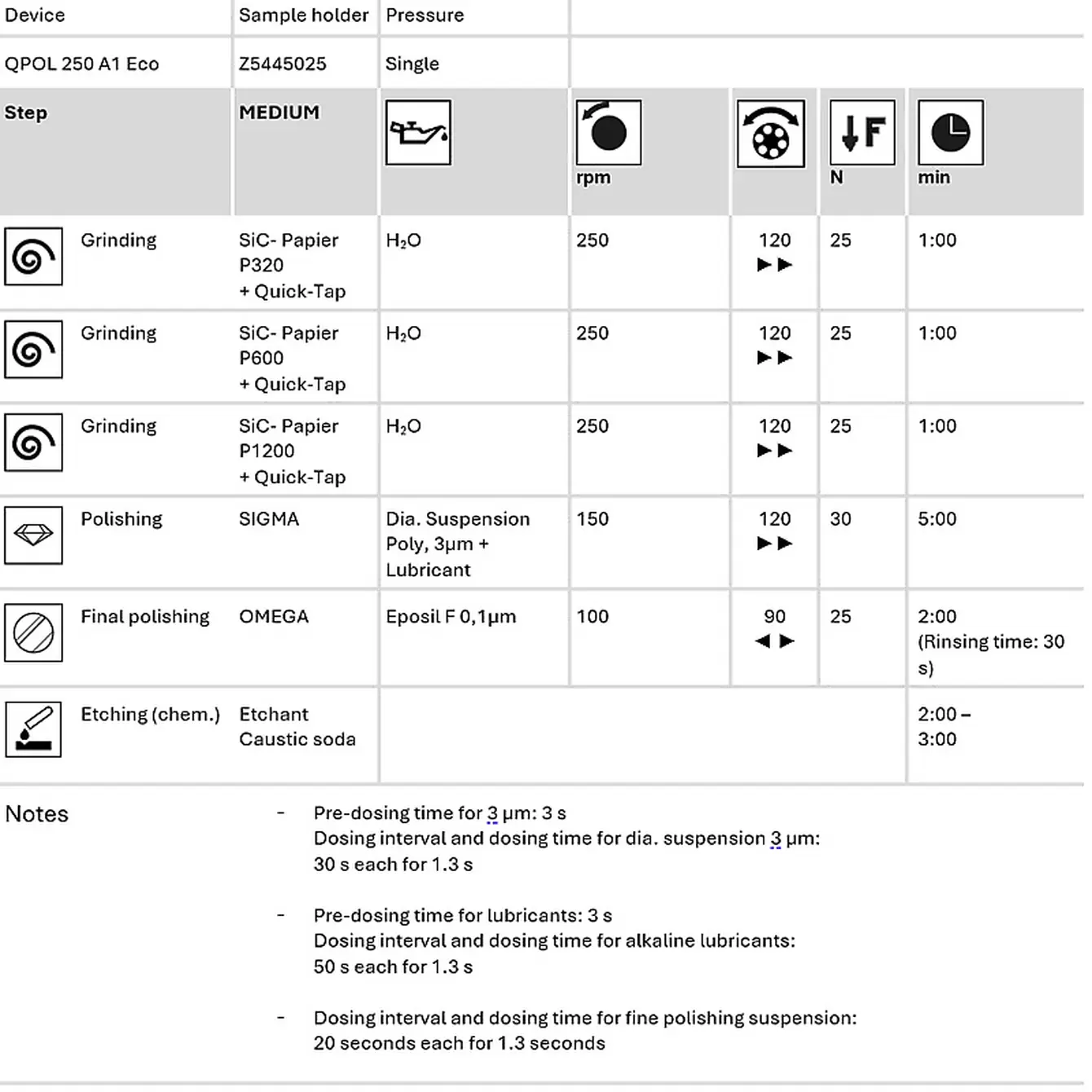
3. Προσβολή (Etching)
Σκοπός: ανάδειξη κόκκων, ορίων κόκκων και ακαθαρσιών.
Μέθοδοι:
- Χημική εμβάπτιση (immersion): π.χ. με NaOH.
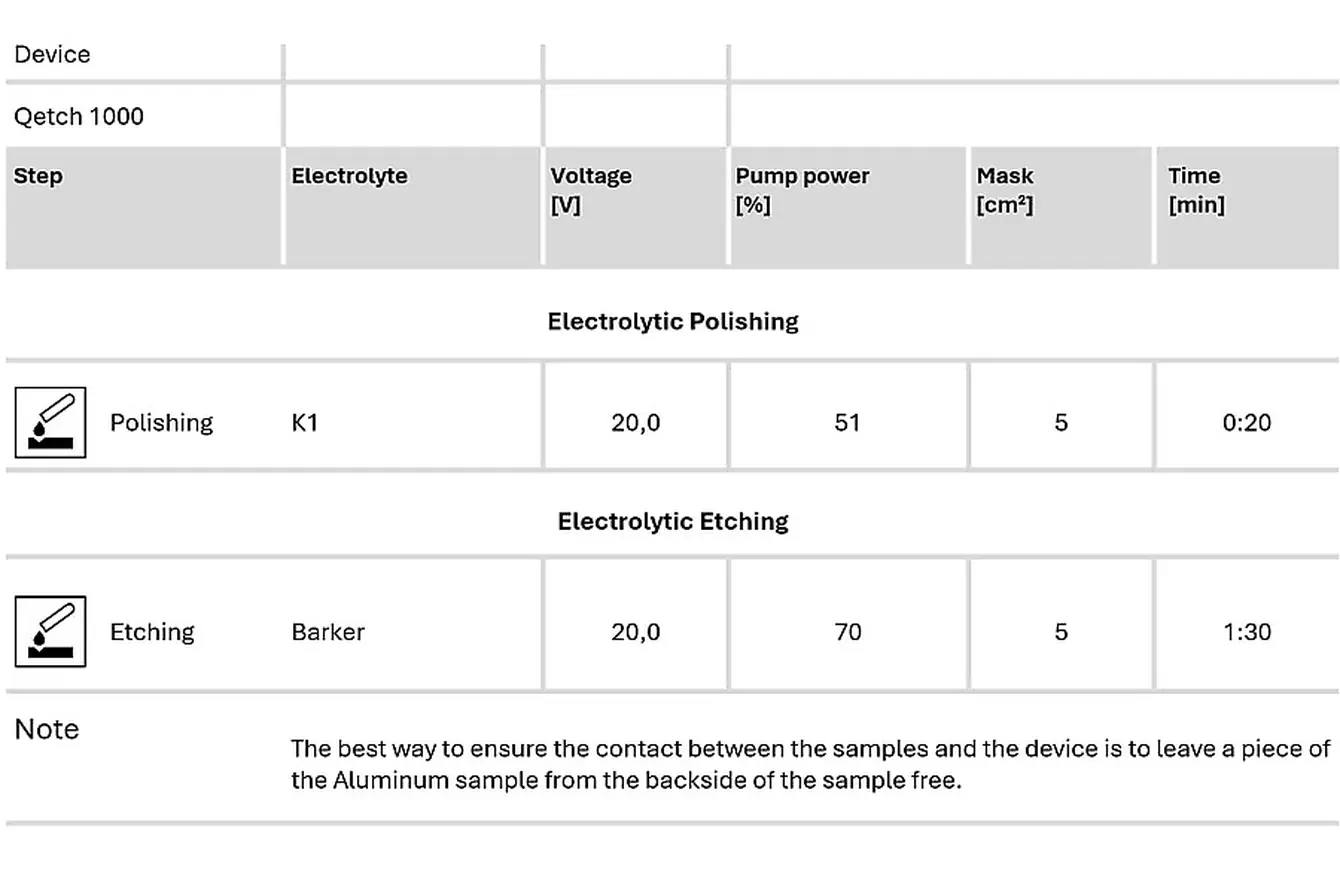
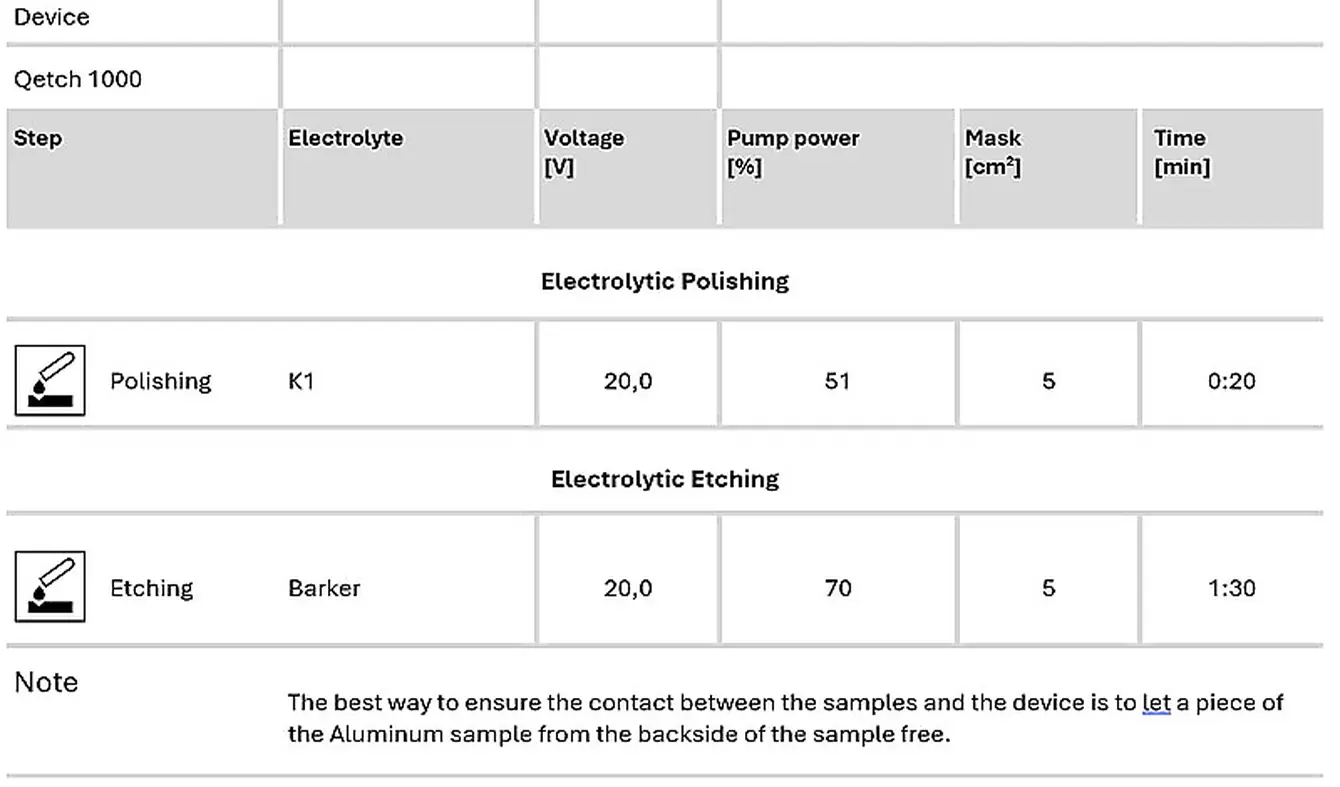
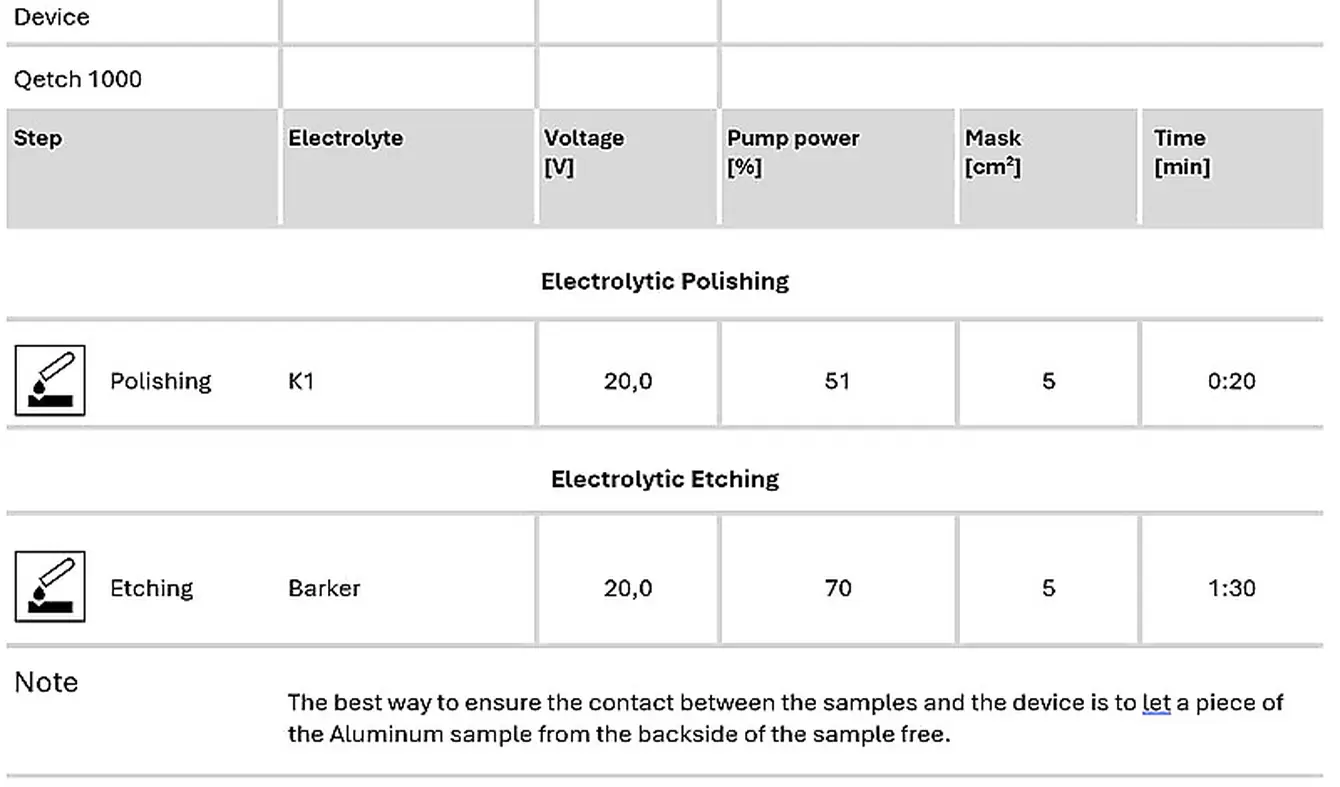
- Ηλεκτρολυτική προσβολή (Electrolytic etching):
- Το δείγμα λειτουργεί ως άνοδος → εκλεκτική διάλυση στα όρια κόκκων.
- Πλεονεκτήματα: ελεγχόμενη, ομοιόμορφη, ελάχιστη μηχανική ζημιά.
- Ιδιαίτερα χρήσιμη λόγω μαλακότητας Al → καθαρή και επαναλήψιμη απεικόνιση μικροδομής.
Εξοπλισμός:
- QETCH 1000: αυτόματο ηλεκτρολυτικό στιλβωτικό μηχάνημα με δυνατότητα ηλεκτρολυτικής προσβολής. Διαθέτει:
- οθόνη αφής,
- λειτουργία σάρωσης καμπύλης τάσης,
- εναλλάξιμες δεξαμενές 1 lt για διαφορετικά ηλεκτρολύματα,
- πρόγραμμα πλυσίματος με νερό.



Wrought Aluminum Alloys
Γενικά
- Διάκριση:
- Wrought alloys: παράγονται με continuous casting → επεξεργασία σε έλαση, διέλαση, σύρση.
- Cast alloys (χυτά): προορίζονται αποκλειστικά για χυτεύσεις, λόγω καλύτερης χύτευσης και αντοχής σε θερμή ρηγμάτωση.
- Σύστημα ονοματολογίας:
- EN + A (Aluminum) + W (wrought) ή C (cast) → προαιρετικά B (unalloyed/alloyed ingots), M (master alloys).
- 4 ψηφία (wrought), 5 ψηφία (cast).
- Εναλλακτικά: Al + σύμβολα κραματικών στοιχείων με ποσοστά.
Σειρές κραμάτων (wrought)
|
Σειρά
|
Κύριο στοιχείο
|
Παράδειγμα
|
Σκλήρυνση
|
|
1XXX
|
Καθαρό Al
|
EN AW-1050A, 1070A
|
Όχι (μόνο cold work)
|
|
2XXX
|
Al-Cu
|
EN AW-2219, 2024
|
Θερμικά κατεργάσιμα
|
|
3XXX
|
Al-Mn
|
EN AW-3105, 3003
|
Όχι
|
|
4XXX
|
Al-Si
|
EN AW-4032, 4046
|
Όχι
|
|
5XXX
|
Al-Mg
|
EN AW-5005, 5182
|
Όχι
|
|
6XXX
|
Al-Mg-Si
|
EN AW-6061, 6082
|
Θερμικά κατεργάσιμα
|
|
7XXX
|
Al-Zn-Mg
|
EN AW-7075, 7020
|
Θερμικά κατεργάσιμα
|
|
8XXX
|
Διάφορα
|
EN AW-8006, 8011A
|
Όχι
|
|
9XXX
|
Δεν χρησιμοποιείται
|
-
|
-
|
Μηχανικές αντοχές (ενδεικτικά)
- 1XXX: 70–175 MPa (cold work).
- 2XXX: 170–520 MPa (θερμική κατεργασία).
- 3XXX: 140–280 MPa (cold work).
- 4XXX: 105–350 MPa (cold work + θερμική κατεργασία).
- 5XXX: 140–380 MPa (cold work).
- 6XXX: 150–380 MPa (θερμική κατεργασία).
- 7XXX: 380–620 MPa (θερμική κατεργασία).
- 8XXX: 280–560 MPa (θερμική κατεργασία).
Μεταλλογραφικές αναλύσεις
- Μέτρηση μεγέθους κόκκου: δείκτης αντοχής/πλαστικότητας.
- Ανάλυση δεύτερης φάσης & εγκλεισμάτων: εκτίμηση καθαρότητας, αντοχής, διάβρωσης.
- Μικροδομή & υφή (texture): κατανομή/προσανατολισμός κόκκων, επίδραση θερμομηχανικών κατεργασιών.
- Χαρακτηρισμός ορίων κόκκων: ευαισθησία σε διακρυσταλλική διάβρωση/ρηγμάτωση.
- Ανίχνευση ελαττωμάτων: πορώδη, ρωγμές, segregations.
- Ανάλυση επιστρώσεων: πάχος, πρόσφυση, ομοιομορφία.
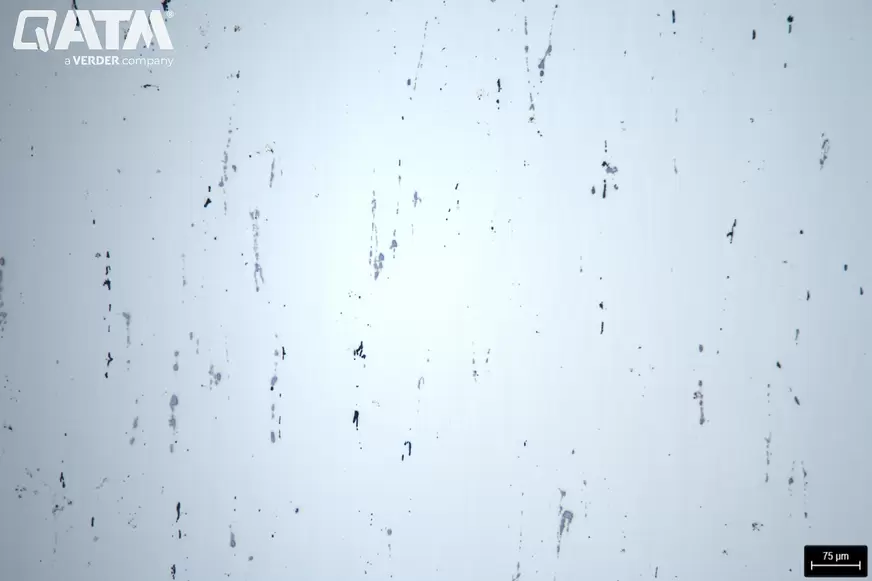

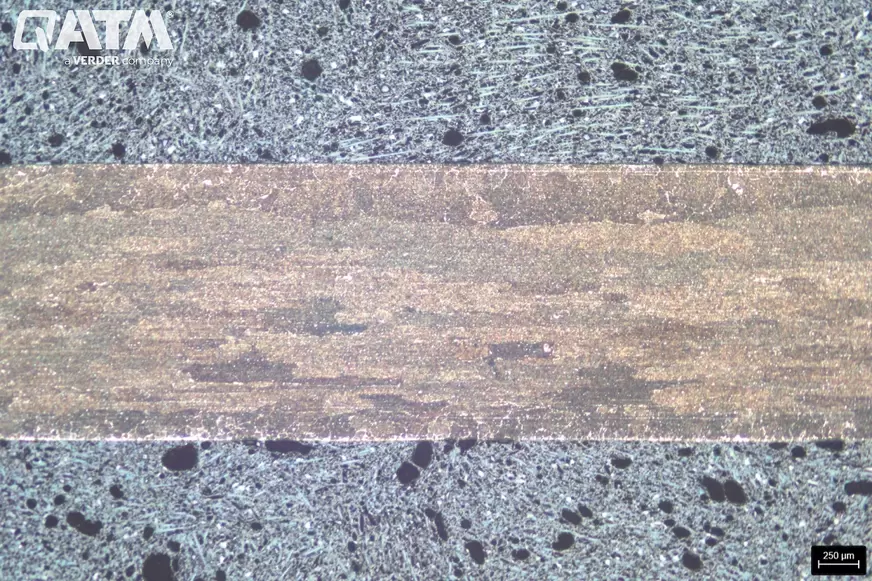

Προετοιμασία / Παρατήρηση
- Λείανση & στίλβωση: ανάδειξη μικροδομής (π.χ. Al-Si → καθαρό μετά στίλβωση).
- Στίλβωση:
- Ηλεκτρολυτική με Barker → για δομή Al wrought.
- Χημική με NaOH ή Kroll → για ανάδειξη κόκκων/φάσεων.
Χυτά Κράματα Αλουμινίου (Casting Alloys)
Τα χυτά κράματα αλουμινίου ταξινομούνται σύμφωνα με το DIN EN 1780 (διαφορετικό σύστημα από το AA της Aluminum Association) και χρησιμοποιούν πενταψήφιο σύστημα συμβολισμού:
- 1ος αριθμός: κύριο στοιχείο κράματος (π.χ. 2XXX = Al-Cu, 4XXX = Al-Si, 5XXX = Al-Mg, 7XXX = Al-ZnMg).
- 2ος αριθμός: τύπος κράματος (π.χ. 42XXX = Al-Si7Mg).
- 3ος αριθμός: ειδική σύνθεση κράματος (αυθαίρετος).
- 4ος αριθμός: συνήθως 0.
- 5ος αριθμός: πάντα 0 για τα CEN alloys, αλλά ποτέ 0 για τα αεροπορικά κράματα AECMA.
- Ακολουθεί γράμμα για τη μέθοδο χύτευσης:
- S = χύτευση σε άμμο
- K = βαρύτητα
- D = χύτευση υπό πίεση (die casting)
- L = επένδυση (investment casting).
Επιπλέον γράμματα/σύμβολα δείχνουν την κατάσταση κατεργασίας (temper):
- F = ως χυτό
- T1 = ελεγχόμενη ψύξη + φυσική γήρανση
- T4 = διάλυση + φυσική γήρανση
- T5 = ανακούφιση τάσεων
- T6 = διάλυση + τεχνητή γήρανση (συνηθέστερο για σκληρυνόμενα κράματα)
- T64 = διάλυση + μερική γήρανση (υπογήρανση)
- T7 = διάλυση + υπεργήρανση (σταθεροποίηση)
- O = ανόπτηση (μαλάκωμα).
Φυσικές ιδιότητες καθαρού Al (20°C)
- Δομή: κυβική εδροκεντρωμένη (FCC)
- Πυκνότητα: 2.6989 × 10⁻⁹ kg/m³
- Σημείο τήξης: 660.2 °C
- Μέτρο ελαστικότητας: 66.6 kN/mm²
- Θερμική αγωγιμότητα: 235 W/m·K
- Ειδική αντίσταση: 26.55 nΩ·m
Μεταλλογραφική Προετοιμασία – Χυτά Al
Η προετοιμασία είναι πιο απαιτητική από τα wrought alloys, λόγω της μαλακότητας και των δενδριτικών δομών.
- Λείανση (Grinding): κατάλληλο μέσο το SiC χαρτί (P600 → P1200).
- Αποφεύγονται επιθετικά υλικά (π.χ. diamond discs) που αλλοιώνουν τη μικροδομή.
- Στίλβωση (Polishing): απαιτεί μαλακά πανιά:
- Sigma cloth (μεσαίας σκληρότητας) → αρχικό στάδιο.
- Zeta cloth (μαλακό, συνθετικό) → για 1 μm polishing.
- Omega cloth (χημικά ανθεκτικό, μαλακό) → τελικό polishing.
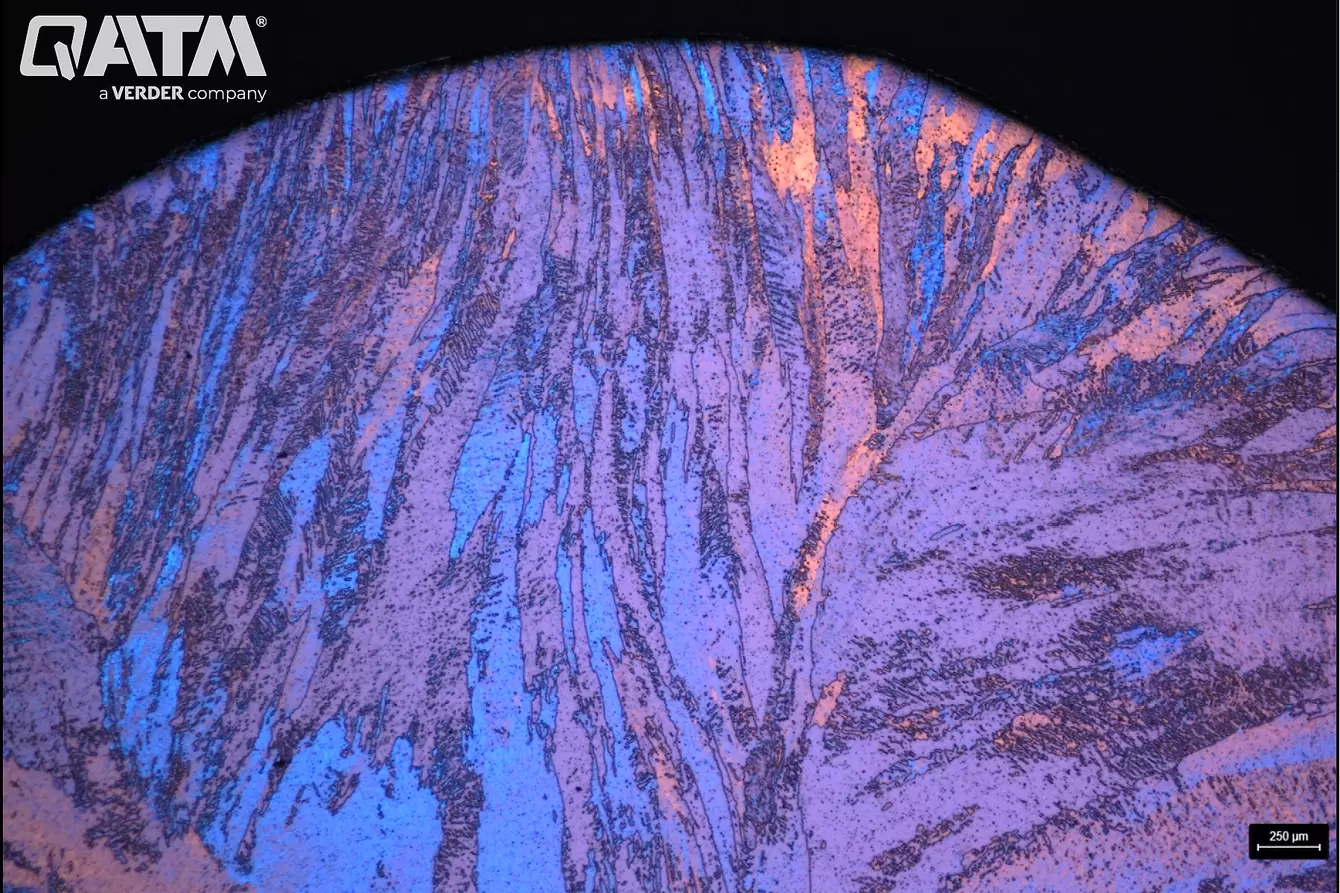
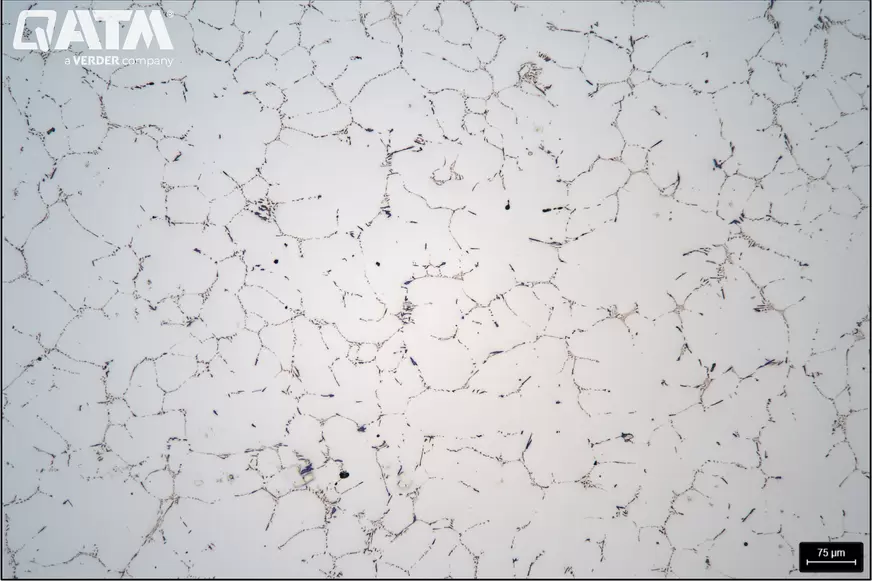
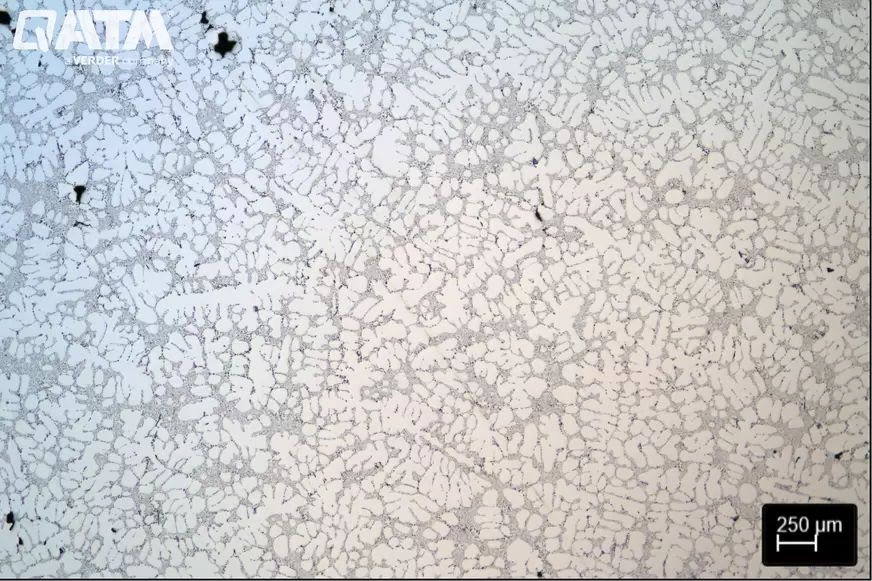
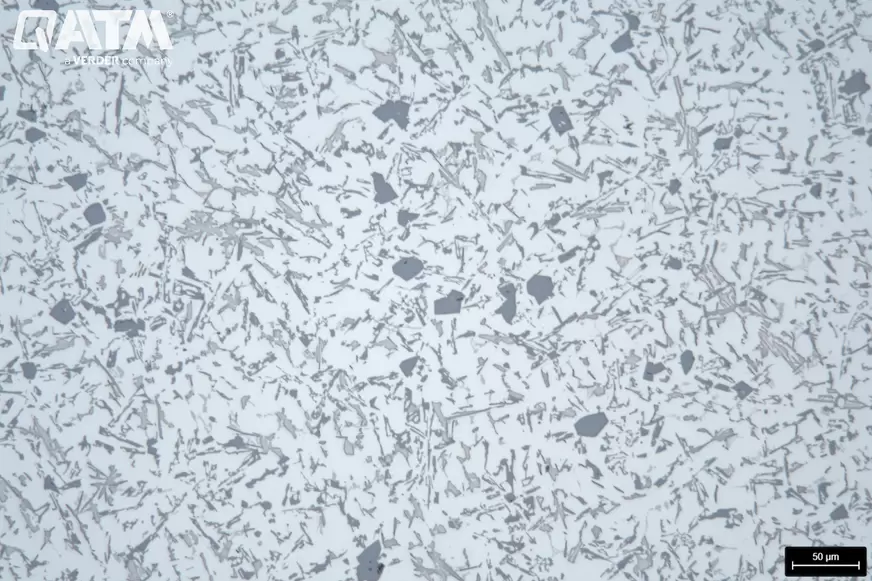
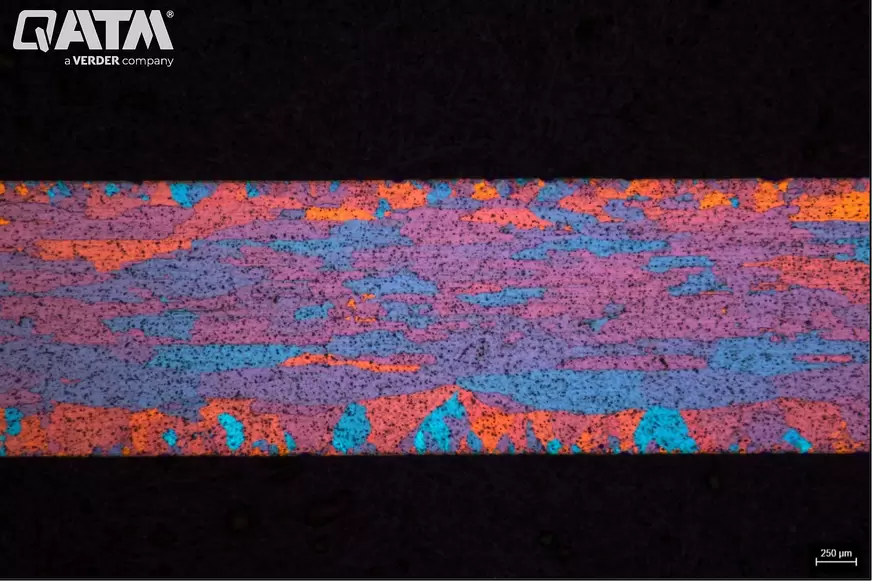
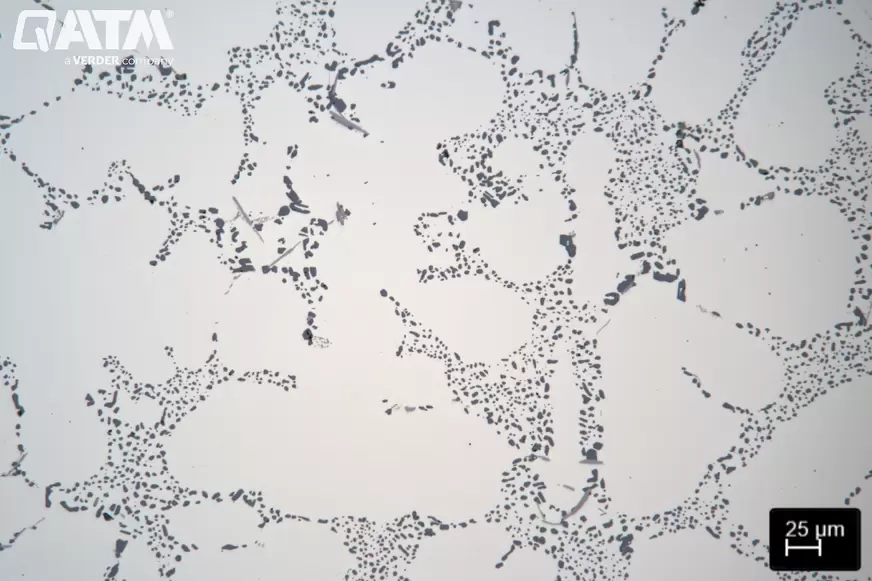
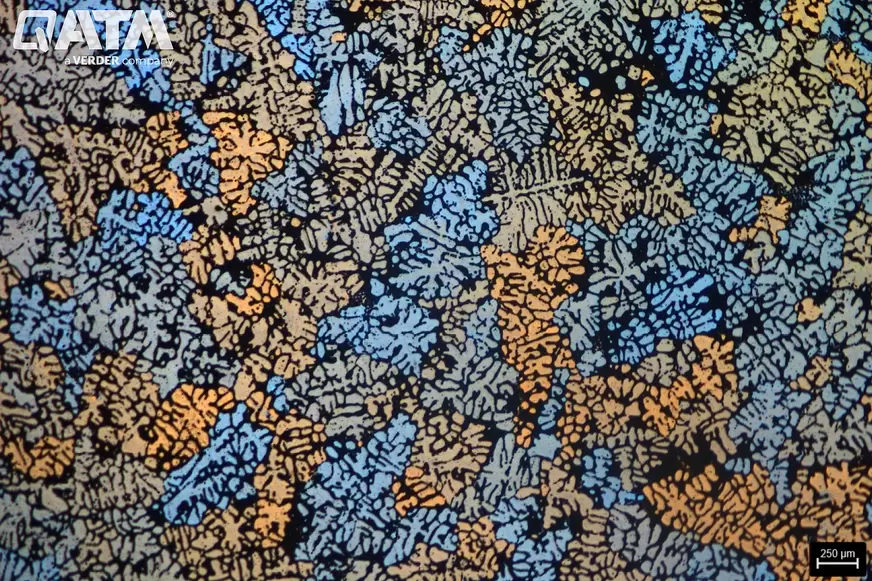
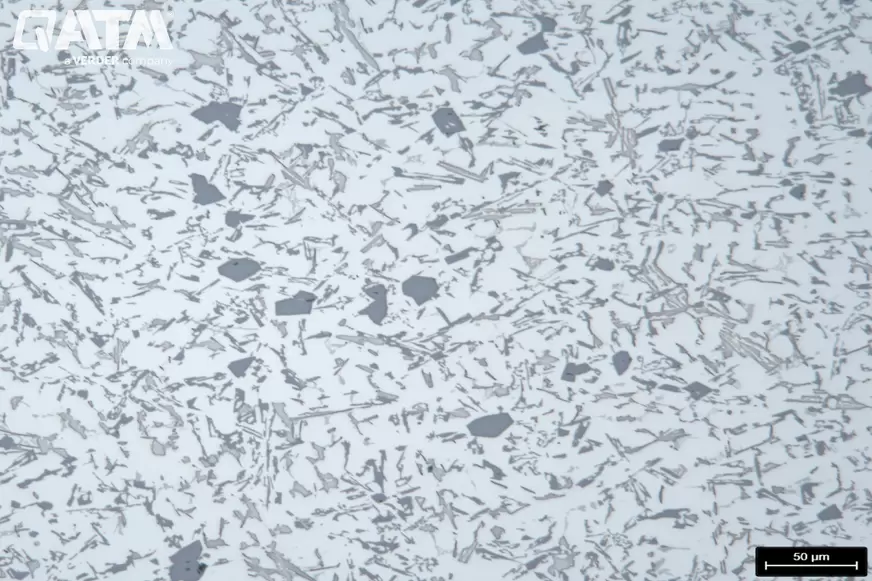
Τυπικές μικροδομές χυτών Al
- Δενδριτική μικροδομή μετά από ηλεκτρολυτική αποχάραξη με Barker.
- Ευτηκτική μικροδομή μεταξύ των δενδριτών.
- Al-Si κράματα: εμφανίζουν χαρακτηριστικές ευτηκτικές δομές και σκληρά ενδιάμεσα φάσματα.

Συχνές Ερωτήσεις – Για την μεταλλογραφία του αλουμινίου
- Τι είναι; Μεταλλογραφική προετοιμασία (κοπή, εγκιβωτισμός, λείανση, στίλβωση, προσβολή) και μελέτη μικροδομής για έλεγχο ποιότητας ή ανάλυση αστοχίας.
- Διαφορές με χάλυβα: Το Al είναι πιο μαλακό → εύκολα παραμορφώνεται, θέλει πιο ήπια λείανση/στίλβωση. Έχει οξείδωση στην επιφάνεια → πιο απαιτητικά αντιδραστήρια (Keller, Barker, Weck’s).
- Έλεγχει εκτός μεταλλογραφίας: Σκληρότητα, εφελκυσμός, κρούση, φθορά, αντοχή σε διάβρωση, φασματοσκοπική χημική ανάλυση.
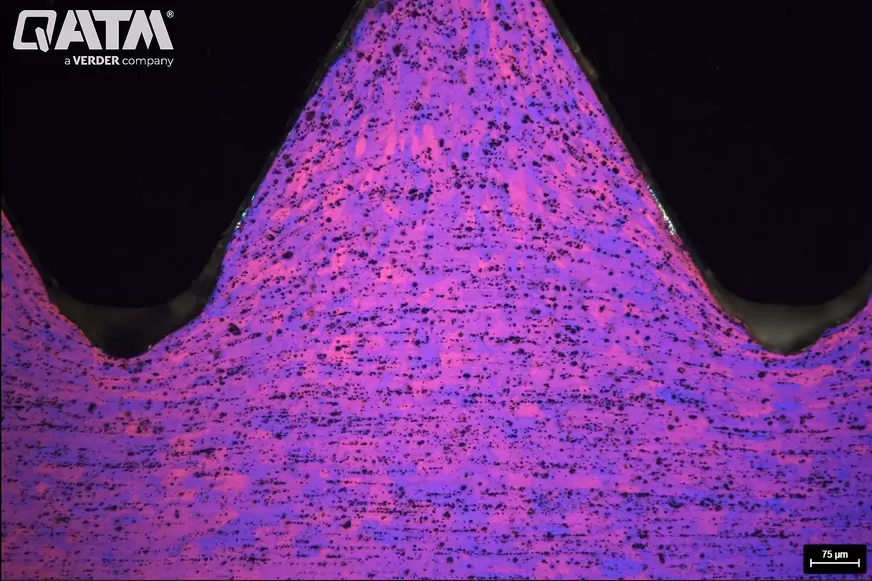
- Μέσα προσβολής (etchants):
- Keller’s reagent → γενική αποκάλυψη κόκκων.
- Barker’s reagent (ηλεκτρολυτική ανοδίωση) → με πολωμένο φως για μέτρηση μεγέθους κόκκου.
- Weck’s reagent → χρωματική αποκάλυψη με πολωμένο φως.
- NaOH 7.5% → προκαταρκτική αποκάλυψη φάσεων.
- Συσχέτιση με δοκιμή σκληρότητας: Οι τιμές σκληρότητας επιβεβαιώνουν το βαθμό σκλήρυνσης, συσχετίζονται με την ύπαρξη κατακρημνισμάτων (precipitates) που παρατηρούνται στη μικροδομή.
")
")