")
")

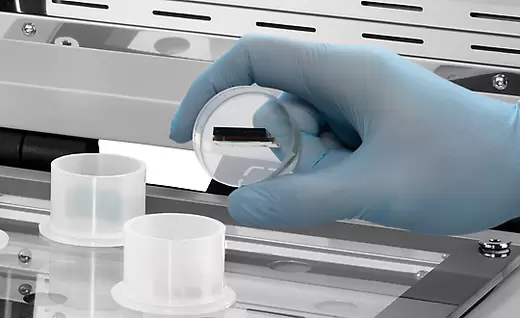
QATM offers comprehensive solutions for the metallographic preparation of samples produced through 3D printing technologies, ensuring accuracy, clarity, and consistency of results.
Its advanced methods and equipment preserve the integrity of samples, even in materials with heterogeneous microstructures or highly porous characteristics, which are often encountered in additive manufacturing components. 3D printing technology was invented in 1983 and patented in 1986 by C. Hull (originally called stereolithography) and has since become an established production method in industry. Forecasts indicate a 774% increase in global turnover over the next five years, making the 3D printing market particularly fast-growing.
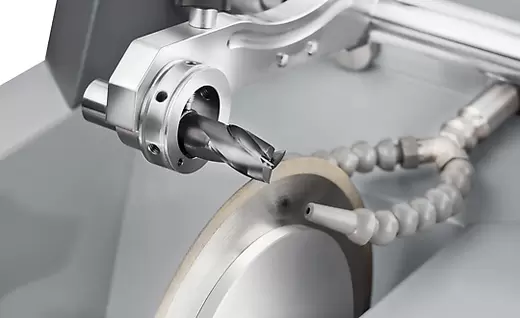
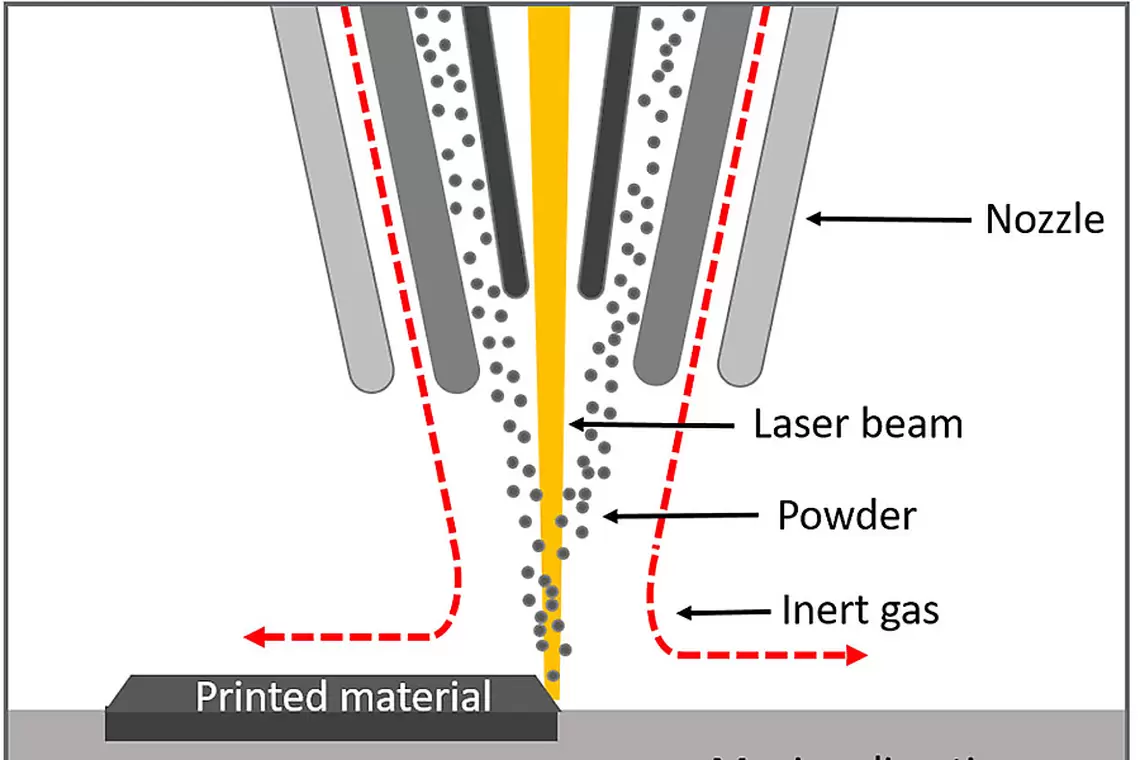
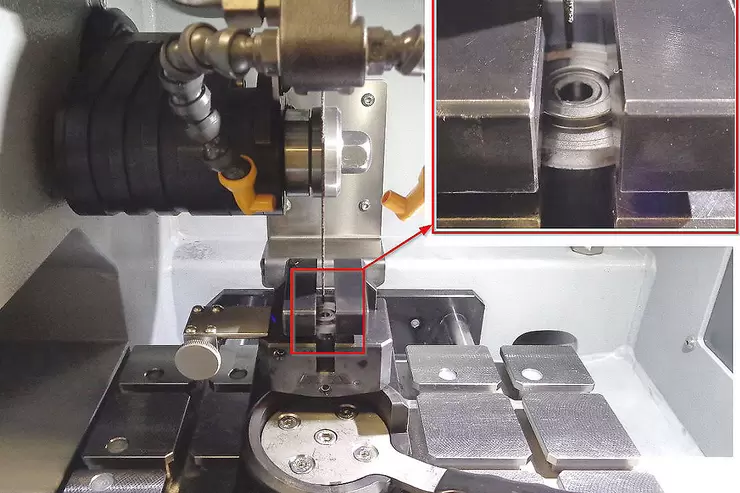
One of the 3D printing techniques is additive laser powder build-up welding, where powder materials are fused with a laser, creating the desired shape through predefined paths. The laser energy melts the powder, forming a welded bead.
3D printing (additive manufacturing), such as laser powder build-up welding, uses metallic powder that is fused along predefined paths with the help of a laser to create three-dimensional objects. The materials most used are:
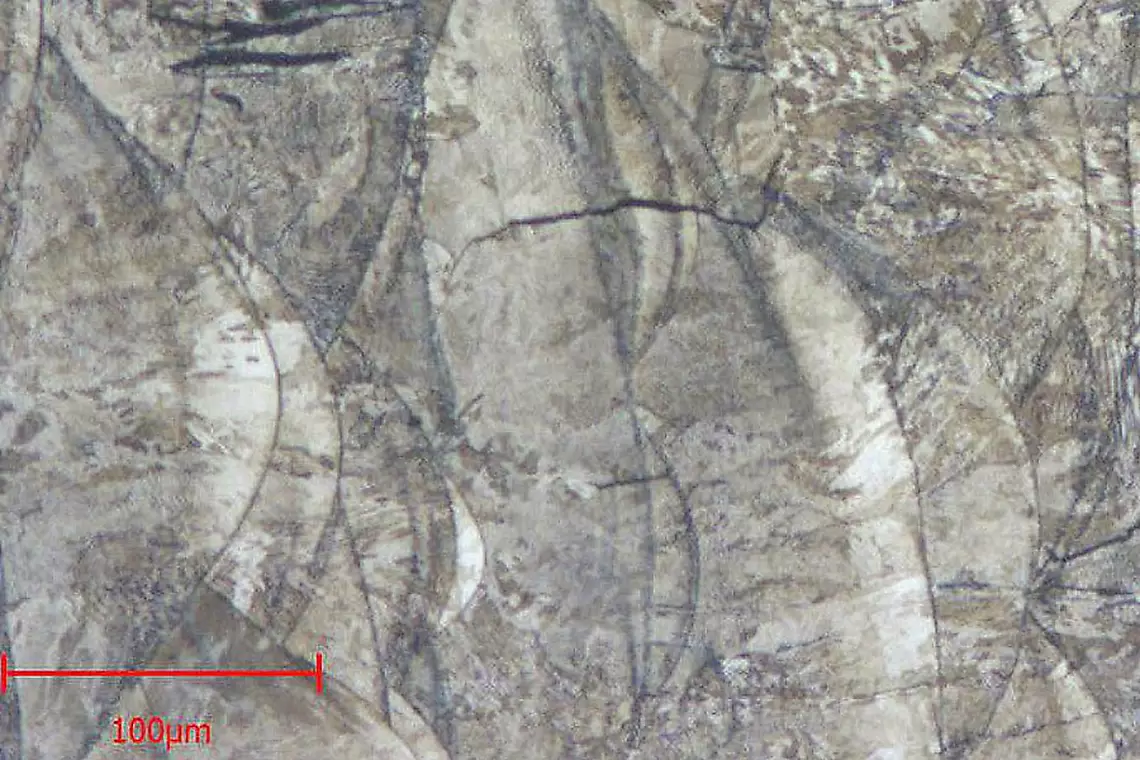
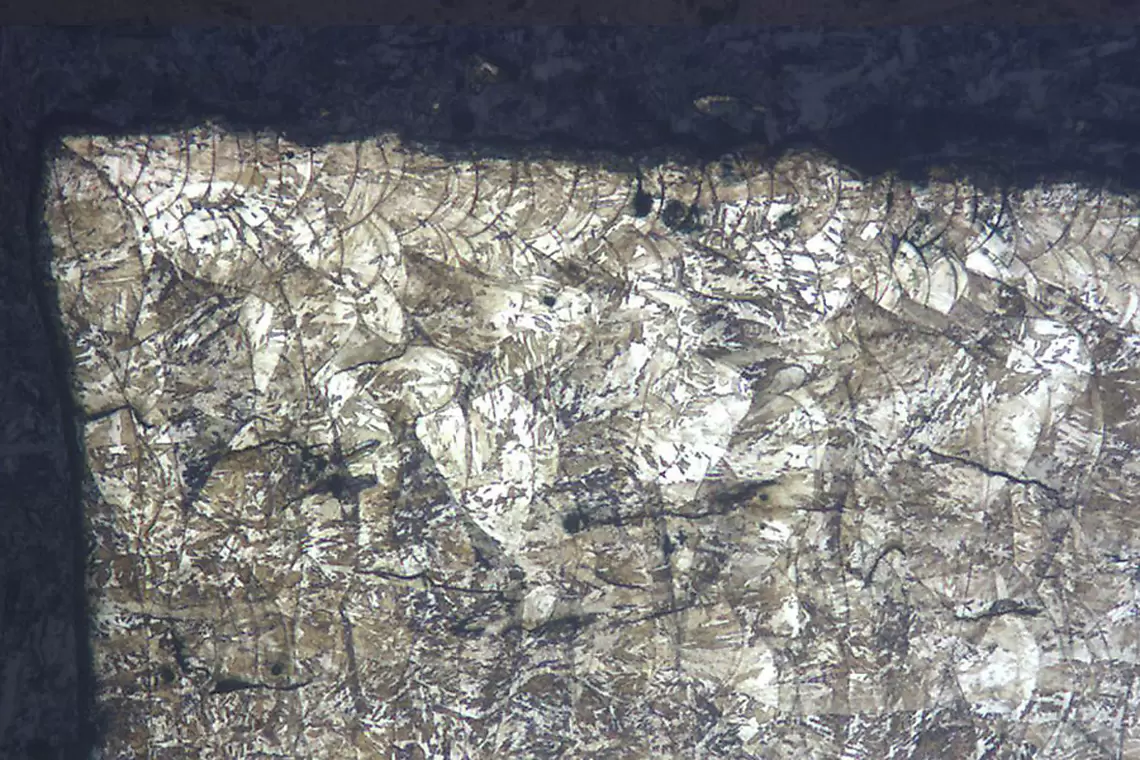
The final geometry is created by overlapping the weld beads to achieve high accuracy and microstructures <100 μm.
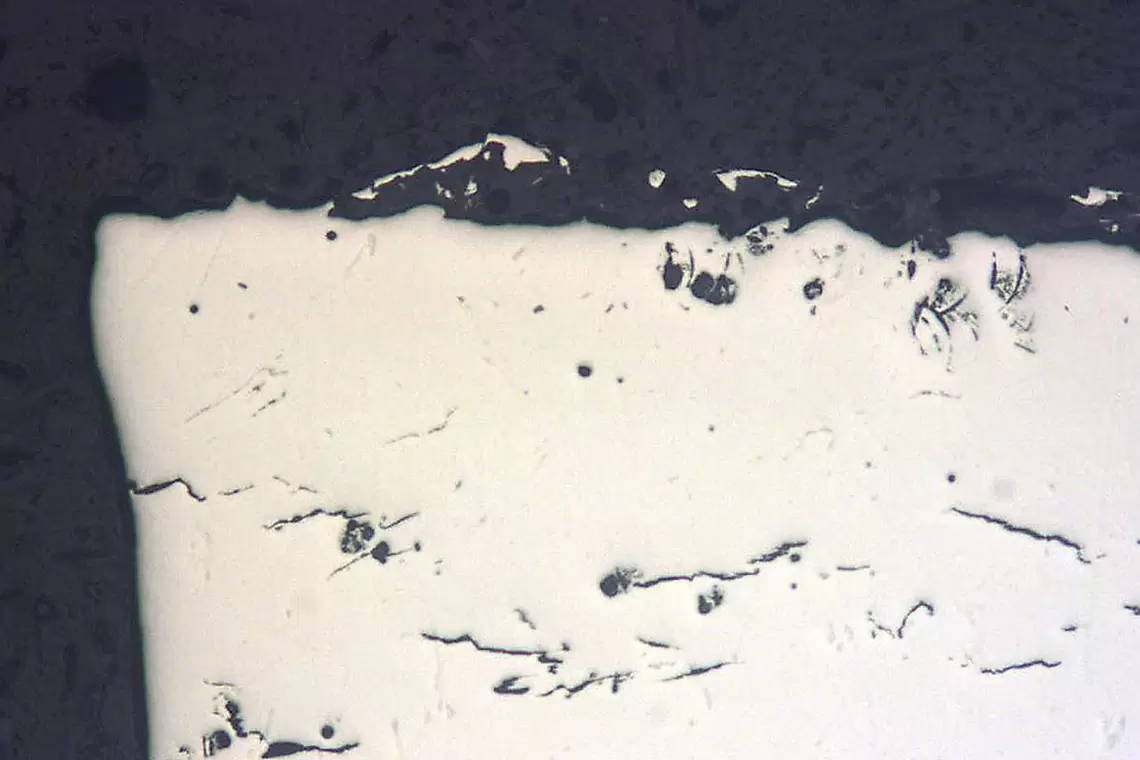
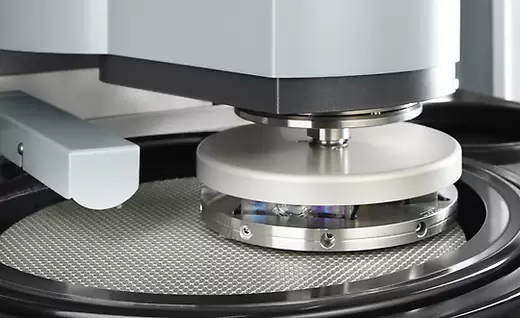
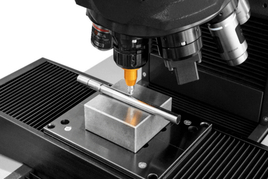
The result is a smooth, flat, distortion-free surface suitable for microscopic observation.
10, Agion Anargiron Str.
Marousi Attica, 151 24
Greece
![]()
Η Διοίκηση της Applied Laboratory & Engineering Solutions έχει καθορίσει και τεκμηριώσει την πολιτική της για την ποιότητα, βασισμένη στην εφαρμογή Συστήματος Διαχείρισης Ποιότητας κατά το διεθνές πρότυπο ISO 9001:2015 για τη δραστηριότητα της:
ΕΜΠΟΡΙΑ ΕΠΙΣΤΗΜΟΝΙΚΩΝ ΟΡΓΑΝΩΝ ΚΑΙ ΕΞΟΠΛΙΣΜΟΥ
Η Διοίκηση εξασφαλίζει ότι αυτή η Πολιτική Ποιότητας είναι κατανοητή, εφαρμόζεται και διατηρείται σε όλα τα επίπεδα.
Όραμα της Επιχείρησης είναι η αύξηση του μεριδίου της αγοράς και η ισχυροποίηση της ανταγωνιστικότητάς της προσφέροντας υψηλής ποιότητας προϊόντα.
Φιλοσοφία της Applied Laboratory & Engineering Solutions είναι:
Γενικές κατευθυντήριες οδηγίες:
Αθήνα, 12 – 09 – 2022
Η Γενική Διευθύντρια
Μαρία Λογοθέτη
![]()
The Management of Applied Laboratory & Engineering Solutions has defined and documented its quality policy, based on the implementation of a Quality Management System according to the international standard ISO 9001:2015 for its activities:
TRADE OF SCIENTIFIC INSTRUMENTS AND EQUIPMENT
Management ensures that this Quality Policy is understood, applied, and maintained at all levels.
The company’s vision is to increase its market share and strengthen its competitiveness by offering high-quality products.
The philosophy of Applied Laboratory & Engineering Solutions is:
General Guidelines:
Athens, 12 – 09 – 2022
The Director
Maria Logotheti